随着工业自动化技术的不断发展,PLC(可编程逻辑控制器)在各行各业的应用日益广泛。作为全球知名的自动化设备制造商,西门子推出的PLC产品以其可靠性和性能著称。其中,西门子PLC200系列因其操作简便、功能强大,成为许多工厂和自动化工程师的首选。本文将围绕西门子PLC200编程入门展开详细讲解,帮助广大读者快速掌握其编程技巧,并结合实用案例,提升应用能力。

一、西门子PLC200系列简介
西门子PLC200系列属于中小型PLC,包含多个型号,适用于中小型自动化控制系统。它支持多种编程语言,包括梯形图(LAD)、功能块图(FBD)和语句表(ST),满足不同需求和偏好的工程师使用。此外,PLC200系列具有稳定的性能和良好的兼容性,可与西门子其他自动化设备无缝对接,方便系统集成。
二、西门子PLC200编程环境搭建
编程西门子PLC200通常使用STEP 7 MicroWin软件,这是一款专门针对S7-200系列PLC的编程工具。安装步骤相对简单,软件界面支持中文,非常适合中国市场的用户使用。安装完成后,需要通过串口或者USB转串口连接PLC与电脑,确保通信连接稳定。在软件中,新建工程,选择对应的PLC型号,即可进入编程界面。
三、基本编程语言介绍
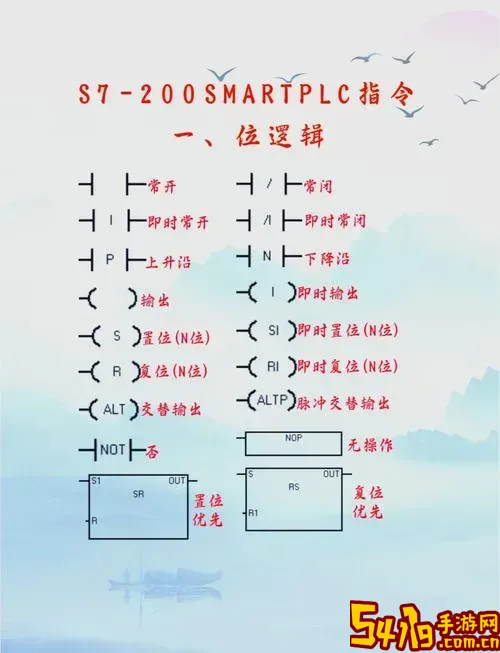
1. 梯形图(LAD):
梯形图是一种模拟继电器接线图的编程语言,结构直观,易于理解。对于初学者而言,梯形图是入门编程的最佳选择,能够帮助快速掌握PLC的逻辑控制原理。
2. 功能块图(FBD):
功能块图以图形化的方式表示逻辑功能,适合于实现复杂的控制算法和数据处理,方便模块化设计。
3. 语句表(ST):
语句表类似于高级编程语言,通过文本方式编写,适合熟悉程序设计的工程师,提高程序的灵活性和扩展性。
四、西门子PLC200编程入门步骤详解
1. 明确控制需求:在动手编程前,首先要搞清楚控制系统的逻辑需求,如输入信号、输出动作、工作流程等。
2. 规划程序结构:根据需求设计程序框架,通常包括初始化、主循环和中断处理三个部分。
3. 编写程序:以梯形图为例,常见的指令包括输入输出继电器(如M、I、Q位)、定时器、计数器等。可以先从简单的灯光控制、按钮输入开始,逐步扩展。
4. 模拟调试:STEP 7 MicroWin提供模拟工具,可以不连接真机直接检测程序逻辑,及时发现问题。
5. 下载程序到PLC:通过通讯口将程序上传至PLC,观察实际运行效果,根据反馈修正程序。
五、实用编程技巧与案例分享
1. 利用定时器实现延时控制:定时器是PLC应用中常用的功能。例如控制电机启动后的延时关断,可以使用定时器指令 TON 设置时间周期。
2. 计数器监测生产数量:通过计数器功能块,对生产线上物料数量进行计数,达到预设值后触发报警或停机。
3. 模块化编程理念:将复杂控制逻辑分成多个功能块,便于维护和扩展。
案例:控制流水线物料输送
需求:当物料传送带启动时,传感器检测有物料通过,则启动后续机械手臂进行抓取,完成后机械手臂回位,等待下一次物料到达。
思路:
1. 设定输入端口为传感器信号。
2. 根据传感器信号控制输出端口机械手臂动作。
3. 使用定时器控制机械手臂动作时间。
编程要点:使用梯形图连接逻辑条件,利用定时器协调机械手臂动作的先后顺序,确保动作的准确性和安全性。
六、总结与建议
掌握西门子PLC200的编程技能,有助于中国自动化工程师提升工作效率,优化生产流程。入门时建议从梯形图入手,结合实际案例多加练习。同时,深入了解PLC硬件及通信接口,能够更好地解决现场安装调试中的问题。此外,积极参与相关培训和交流,关注西门子官方及行业动态,不断提升专业水平。
本文所述内容为西门子PLC200编程的基础入门指南,配合实际项目应用,相信读者能快速掌握必要的编程技能,助力智能制造的实现。